





PVD涂层技术的使用为何能占半壁江山?看完你就明白了
发布时间:2017-04-28
为探究PVD涂层技术在高速钢刀具上的应用性能及性价比情况,第三方进行了相关试验。
涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高其使用性能。
市场上涂层刀具多以硬质合金涂层为主,高速钢涂层刀具较少,这与高速钢刀具成本及基体材料性能有关。
1、试验过程
分别在丝锥和滚刀上做PVD涂层试验。
(1)丝锥试验。刀具:高速钢机用丝锥M16-H2;涂层:PVD技术TiAlCrN,厚度2~4μm;加工工件:装载机后车架(见图1);材质:Q345B;螺纹孔数量:8个M16-6H↓16、2个M16-6H↓12。
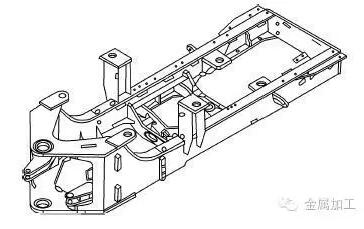
图1
试验方法:分别取5支涂层丝锥与5支普通丝锥加工工件,因基体材料相同,故采用相同切削参数。研究丝锥的寿命及工件加工质量。
加工对比情况:丝锥及加工质量对比情况如图2所示。
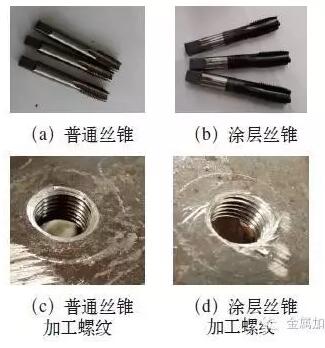
图2
丝锥寿命对比如表1所示。

(2)滚刀试验。刀具:高速钢齿轮滚刀m4.25;涂层:PVD技术TiAlCrN,厚度2~4μm;加工工件:变速箱一挡倒挡架(见图3);材质:ZG310-570;齿数:57;齿宽:40.5mm。

图3
试验方法:分别取3把新涂层滚刀与3把新的普通滚刀加工工件,采用相同切削参数。研究滚刀第一次刃磨前的寿命及工件加工质量。
加工对比情况:滚刀及加工质量对比情况如图4所示。

图4
滚刀寿命对比如表2所示。

2、数据及成本分析
(1)丝锥寿命、成本分析。
5种涂层丝锥寿命总和是5种普通丝锥寿命总和的327÷173=1.87倍。
M16丝锥市场价格约为30元,涂层价格约为15元,成本降低为
[(1-30+15)÷(30×1.87)]×100%=20%
使用涂层丝锥与普通丝锥相比,寿命提高为原来的1.87倍,成本降低20%。
涂层丝锥加工的螺纹孔,表面粗糙度质量明显提高。
(2)滚刀寿命成本分析。
3种涂层滚刀寿命总和是3种普通滚刀寿命总和的110÷46=2.39倍。
该滚刀市场价格约为800元,可以刃磨约20次,涂层价格约为150元,实际成本为
(150+800/20)/(800/20×2.39)=1.99倍
使用涂层滚刀与普通滚刀相比,寿命提高为原来的2.39倍,成本提升至原来的1.99倍。
涂层滚刀与普通滚刀相比,涂层滚刀加工工件的表面质量更好,且毛刺较少。
3、结语
根据试验对比分析,我们可以看出,PVD金属陶瓷涂层在高速钢基体材料的刀具上的应用,可使刀具寿命提高1倍左右,且工件的表面质量会有一定程度的提升。
但是,根据刀具成本的不同,在实际应用过程中,是否能够给企业带来实质性的效益,还需要根据企业的不同情况而定。
声明:本站部分图片、文章来源于网络,版权归原作者所有,如有侵权,请点击这里联系本站删除。
| 返回列表 | 分享给朋友: |
- 上一篇:物理气相沉积(PVD)介绍
- 下一篇:产品设计领域PVD真空镀膜的表面处理工艺…
 京公网安备 11010502053715号
京公网安备 11010502053715号